Destructive Testing vs Non‑Destructive Testing: How to Choose for Your Assets
Introduction: Why destructive vs non‑destructive testing matters
If you own or manage critical assets in Australia, you will eventually face a choice between destructive testing and non‑destructive testing. That decision directly affects safety, downtime and lifecycle cost. Get it wrong and you can either over‑test and waste money, or under‑test and carry hidden risk you cannot see coming.
This discussion follows how destructive testing (DT) and non‑destructive testing (NDT) work in practice across welds, pressure vessels and materials. We look at where NDT can sensibly replace DT, and where it cannot, so you can build a clear, standards‑based framework for your plant, aligned with distinctions outlined in resources such as Non-Destructive Testing vs Destructive Testing and https://www.attar.com.au/what-is-destructive-and-non-destructive-testing/.
NDT vs DT basics: Definitions, key differences and Australian context
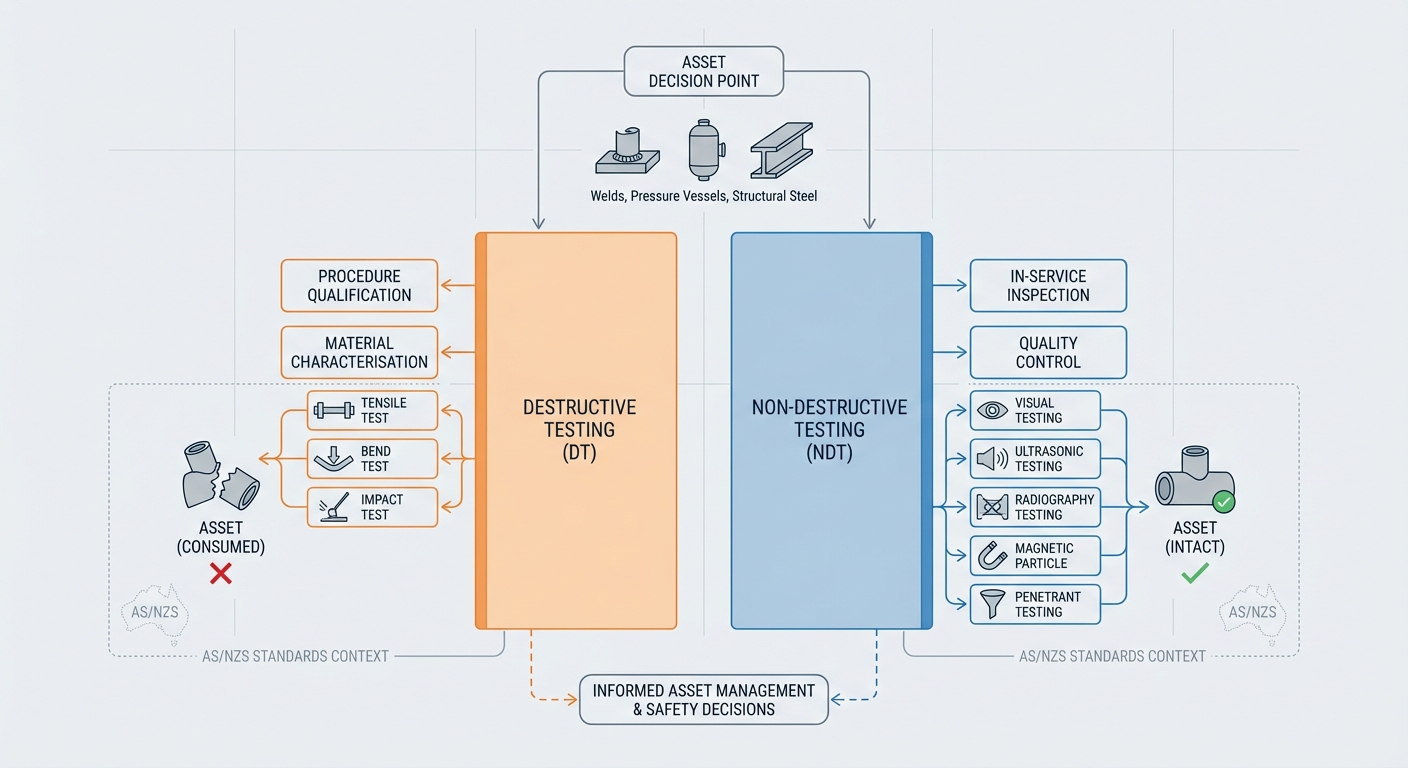
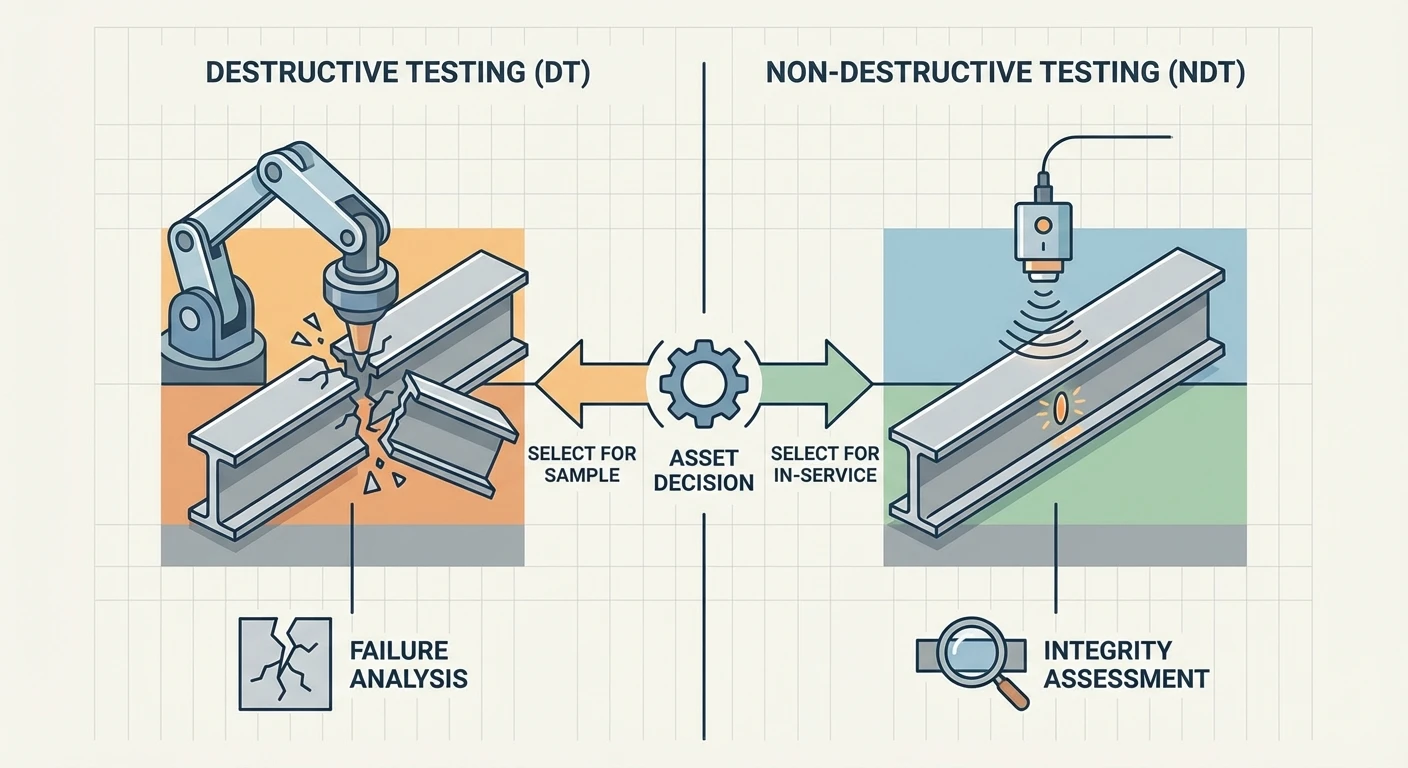
Destructive testing is exactly what it sounds like: you deliberately load a sample or coupon until it fails. Tensile, bend, impact and fatigue tests all sit in this camp. They give hard numbers on strength, ductility, fracture toughness and similar mechanical properties, but the specimen is permanently altered or destroyed. That works for procedure qualification and R&D, but not for an in‑service pressure vessel or production‑critical pipe spool.
Non‑destructive testing, in contrast, evaluates the integrity of a component without damaging it. Typical NDT methods include visual testing, ultrasonic testing, radiography, magnetic particle, liquid penetrant and eddy current. They use sound, radiation or electromagnetic fields to reveal cracks, porosity, corrosion and wall loss while leaving the part in serviceable condition. A comparison from Australian providers shows NDT is typically used for in‑service inspection and finished product quality control, while DT focuses on material characterisation and qualification, mirroring the distinctions described in the Difference Between Non-Destructive And Destructive Testing.
In Australia, both approaches are applied within a structured landscape of international and local standards. "Standards Australia often adopts ISO requirements, and local industries commonly work to AS 1210 for pressure equipment design, AS/NZS 3788 for in‑service inspection, and, where accepted by jurisdiction or client specification, the ASME BPVC, all within a framework that uses NDT for flaw detection and DT for establishing baseline material performance NDT and Material Testing Services Pressure Equipment Inspection and Testing." This mix is exactly how we operate at Apec Inspection when planning test regimes for clients’ assets. https://www.iso.org/cms/%20render/live/en/sites/isoorg/contents/data/member/00/15/1524.html
Technician competence is another key distinction. For NDT, inspectors are typically certified to ISO 9712 or equivalent schemes, covering methods and levels from I through III. That certification ensures they can apply techniques correctly, interpret indications and understand method limitations. DT technicians are usually trained laboratory or mechanical testing staff, but in many projects their results feed directly into welding engineers and design authorities. Either way, both disciplines must be integrated if you want a defensible, auditable integrity program. https://aindt.com.au/Certification
For an example of how this plays out in vessels, see Apec’s pressure vessel inspection requirements by vessel type, which describes the blend of NDT and proof testing expected across different categories in Australia.
Why non‑destructive testing is usually better for in‑service equipment
For in‑service plant, non‑destructive testing is almost always the more practical choice. You can examine an asset without cutting it up or modifying it extensively. Techniques such as external ultrasonic thickness surveys, visual inspection and surface crack methods allow you to measure deterioration while the plant remains in operation, or at least during short, planned outages. That minimises production losses and avoids scrapping otherwise sound components just to gather data, aligning with the efficiency benefits highlighted in the Ultimate Guide to NDT: Methods, Tools, and Applications.
In Australian infrastructure and asset integrity practice, non-destructive testing (NDT) is widely applied in situ to minimise downtime and avoid interrupting processes, but this role is emphasised more through industry practice and regulatory usage than through any single high-level guidance document that explicitly frames it that way. National Association of Testing Authorities (NATA) documents describe NDT services as inspecting materials or components in place, often as part of periodic programs for pipelines, storage tanks, cranes and structural steel. This signals where regulators and major clients see the value: ongoing, repeatable condition monitoring rather than one‑off sacrifice tests. https://nata.com.au/files/2021/05/SoA-descriptors-infrastructure-and-asset-integrity.pdf
Pressure equipment standards push the same direction. "AS/NZS 3788:2024 recognises NDT as a key method within the in‑service inspection of boilers, heat exchangers and pressure vessels" (as outlined by PSI Group - AS/NZS 3788:2024 In‑Service Inspection and Qualiss - AS/NZS 3788 and Non‑Destructive Testing Requirements. It sets risk‑based or time‑based intervals for external and internal examinations, backed by methods such as visual, ultrasonic and magnetic particle testing. Hydrostatic tests, which sit closer to destructive territory, are usually reserved for post‑repair proof or special circumstances. For an owner, most statutory compliance can be met with repeatable NDT, provided it is done by qualified personnel and properly documented. https://www.skmndt.com.au/as-3788-pressure-vessel-inspections/
Economically, NDT enables targeted repairs instead of blanket replacement. A refinery might use ultrasonic scanning to track thinning in shell courses, then only replace sections that fall below minimum allowable thickness. Apec Inspection regularly applies this in our pressure vessel inspection service, building corrosion rate models from repeated NDT surveys instead of relying on conservative calendar‑based replacements. Over the life of a plant, this condition‑based strategy usually pays for itself through reduced downtime and smarter capital allocation.
One caveat: NDT is not magic. Probability of detection depends on defect size, orientation, access and the capability of the specific method. Guidance on probability of detection in NDT emphasises the need for proper procedure qualification and, where necessary, confirmatory testing. A mature integrity program accepts that no single method can see everything, every time. https://www.sciencedirect.com/topics/engineering/probability-of-detection
Welds and pressure vessels: NDT versus destructive weld tests
Welds in pressure equipment are a special case, because destructive and non‑destructive methods play defined roles. During procedure qualification and welder approval, weld test coupons are normally subjected to a defined combination of destructive tests - typically including tensile, bend and, where required by the governing standard or application, impact tests - alongside specified non‑destructive examinations (NDE) as outlined by Victorian Industrial Testing Company and Australian Engineering Certification & Testing Laboratory. Australian standard AS/NZS 2205.3.1, for example, sets out bend test methods for welds in metal, specifying preparation, bend angle and acceptance criteria. Those tests prove that the welding procedure can deliver adequate strength and ductility across the joint and heat‑affected zone, as also reflected in broader discussions like Destructive vs Non‑Destructive Testing: Types & Examples and https://store.accuristech.com/products/preview/2121530.
Once you move from test coupons to production welds, NDT takes over for most quality control. Ultrasonic testing (UT) and phased‑array ultrasonic testing (PAUT) detect internal lack of fusion, slag and volumetric defects, while radiographic testing provides an image of porosity and gross inclusions. In Australia, specialist providers outline how these methods complement each other: UT and PAUT are fast and do not require exclusion zones, while radiography excels at revealing certain volumetric discontinuities and root imperfections. For surface‑breaking cracks, magnetic particle and dye penetrant testing provide sensitive coverage along toes and weld caps. https://www.ndt.com.au/non-destructive-testing-of-welds/
NDT is also central to in‑service weld inspection on pressure vessels and piping. AS/NZS 3788 and related guidance emphasise techniques like UT, radiography and visual inspection during internal examinations and shutdowns. Full‑scale destructive weld testing is impractical here; you cannot cut sections out of a live vessel purely for investigation unless you are already repairing or retiring it. Instead, an inspector combines NDT results with design data, service history and corrosion allowances to decide whether a weld remains fit for service. Apec’s blog on pressure vessel inspection by vessel type breaks down how this applies to different classes of equipment.
Destructive weld tests still matter in the background. Bend tests and nick‑break tests are widely used to validate new welding procedures, root technique or consumables. Standards such as 2205.4.1 describe the nick‑break method as a way to reveal lack of root fusion, porosity and inclusions that might be missed in a limited NDT program. Australian laboratories continue to offer these services alongside advanced NDT, which tells you the industry sees them as complementary rather than redundant. https://www.steel.org.au/resources/elibrary/library/as-2205-4-1-2003-nick-break-test/
Comparative work on pipeline welds has shown situations where dye penetrant inspection passed a weld, but destructive bend or nick‑break tests later exposed small root‑side bonding issues. NDT detected many defects, but not all, especially very small or unfavourably oriented flaws. That is not an argument against NDT; it is a reminder to use a mix of methods and to reserve critical decisions, such as qualifying a new weld procedure, for test regimes that include at least some destructive work. https://www.osti.gov/servlets/purl/1210157/
For owners, a sensible approach is this: rely on NDT for day‑to‑day weld quality and in‑service inspections, but make sure your fabricators and repairers have validated their procedures through the required destructive tests. When Apec Inspection audits a new supplier or oversees major repairs, we ask to see procedure qualification records and destructive test reports alongside NDT data, because both pieces together give a stronger picture of weld performance than either one alone.
Material properties: Where NDT stops and destructive testing still rules
A common misunderstanding is that advanced NDT can fully replace destructive testing for material property data. It cannot. NDT is extremely good at telling you whether a component has unacceptable flaws or thickness loss, but it does not directly produce values like ultimate tensile strength, yield strength, elongation or fracture toughness. Those numbers still come from destructive tests on representative samples under controlled conditions, as explained in overviews such as What Are Destructive and Nondestructive Testing?
Classic DT methods - tensile, compression, impact and fatigue tests - directly load the specimen until it yields or fractures. From the resulting stress‑strain curves you can measure strength and ductility and gain insight into failure modes like brittle versus ductile fracture. Industry comparisons of destructive and non‑destructive testing stress this point: DT is the definitive way to quantify mechanical properties, while NDT is primarily about detecting discontinuities and monitoring condition. Design codes and material specifications still refer back to destructive test results for acceptance. https://www.onestopndt.com/ndt-articles/destructive-vs-non-destructive-testing
There is research exploring links between acoustic wave behaviour and mechanical properties, essentially using ultrasonic velocity and attenuation to estimate strength. Some studies have demonstrated promising correlations between acoustic parameters and yield or tensile strength for certain alloys, but even these authors present NDT‑based estimates as supplementary tools, not replacements for formal destructive testing when certification‑level accuracy is required. "Regulators and major asset owners continue to treat destructive test data as the primary basis for formal material ratings, with NDT results generally used as complementary inputs rather than standalone substitutes" (as reflected in prevailing regulatory and assurance practices discussed by Socialsuite and broader institutional investor approaches to data and ratings described by Stewart Investors). https://www.nature.com/articles/s41598-020-69387-z
In practice, this creates a clear division of labour. Destructive tests establish baseline properties for materials, welding procedures and, in some cases, repaired components. Once those baselines exist, NDT verifies that in‑service items remain within the bounds implied by those tests by checking for cracks, corrosion, distortion and other damage. A boiler tube material might be qualified by tensile and creep tests, while in‑service tubes are monitored by ultrasonic thickness gauging and visual inspection. Without the original DT data, the NDT results would have little context.
Owners should also be aware that DT samples can misrepresent full‑scale behaviour if they are not chosen carefully. Small coupons may have lower constraint or different microstructures than a thick nozzle weld in a pressure vessel. Good engineering practice involves selecting samples from relevant heat treatments and thicknesses, then using NDT across the real structure to catch issues that small‑scale DT cannot see. When we plan inspection programs at Apec Inspection, we always ask: what destructive data already exists, and how can our NDT strategy tie back to that evidence so decisions remain defensible?
Decision factors and practical tips
Choosing between destructive and non‑destructive testing should follow a simple logic. If you require precise mechanical properties - tensile strength, ductility, fracture toughness - then some form of destructive test is necessary. If you mainly need to know whether cracks, porosity, corrosion or lack of fusion are present, NDT is the logical first option. https://euroq.eu/en/news/non-destructive-testing-vs-destructive-testing-methods-a-comparison-of-material-testing-methods
The nature of the component comes next. For raw materials, weld procedure test plates or prototype parts, sacrificing samples for DT is usually acceptable and often required by standards. For finished, high‑value or in‑service equipment - pressure vessels, boilers, pipelines, cranes - destructive sampling is rarely viable. There you lean heavily on NDT, perhaps with proof or pressure testing where codes demand it. ASME and Australian pressure equipment standards illustrate this clearly: they base design and qualification on material properties and performance data established through DT, while in‑service inspection programs are governed by standards that are almost entirely NDT‑based, with proof or pressure tests typically required after significant repairs or when codes call for it. https://voliro.com/blog/pressure-vessel-inspection/?utm_source=openai
Risk and consequence of failure should also shape your decision. In low‑risk applications, a simple visual inspection plus occasional basic NDT may be enough. For high‑hazard sectors like petrochemical, mining and power generation, the cost of failure is so severe that you combine multiple NDT techniques, tight inspection intervals and selective DT during shutdowns or overhauls. Guidance from TWI on why NDT is important emphasises its role in preventing catastrophic failures and reducing unplanned outages, especially where regulation or company standards impose conservative safety margins. https://www.twi-global.com/locations/south-east-asia/faqs/why-is-ndt-important
Probability of detection is another nuance. No NDT method has a 100% detection probability for all defect types and sizes. Defence‑related work on probability of detection provides methods for quantifying how likely an inspection is to find a given flaw size under defined conditions. For very high‑integrity structures you might design your NDT program to meet a target POD, then use occasional destructive tear‑down inspections or sample removal to validate that performance. Even in commercial plant, understanding POD helps you avoid a false sense of security from a single negative NDT report. https://www.dst.defence.gov.au/sites/default/files/publications/documents/DSTO-TR-2622%20PR.pdf
Commercial realities matter as well. NDT usually wins on cost, especially for routine or repetitive inspections, because it avoids scrapping components and extends asset life through targeted maintenance. Multiple independent industry and technical sources on destructive and non‑destructive testing reach a consistent conclusion: NDT is generally more economical and efficient for ongoing condition monitoring, while DT remains essential for certification, new product development and detailed failure investigations. In practice, a hybrid regime - DT where it adds real value, NDT everywhere else - is far more realistic than chasing an “NDT only” or “DT only” philosophy. https://quakercitycastings.com/non-destructive-testing-vs-destructive-testing/
Turning this into a workable program can feel like a lot, especially if you’re juggling compliance, budgets and production. Start by mapping your critical assets and ranking them by risk: pressure vessels, boilers, lifting equipment, high‑temperature piping and so on. For each group, identify what the governing standard expects - AS/NZS 3788 for pressure equipment, relevant crane or structural codes for lifting and steelwork. This shows which inspections must be NDT, where proof or pressure testing is mandated, and where destructive material or weld tests are a prerequisite for new fabrication. If you’re unsure how this applies to your plant, our NDT inspection services team can walk you through the relevant requirements.
Next, review what destructive data you already have. Pull out material test certificates, weld procedure qualification records, previous lab test reports and failure investigation files. These documents provide the baseline properties that your NDT results should be checked against. Where gaps exist - for example, an old vessel with limited material documentation - consider commissioning targeted DT on representative samples during the next shutdown, then building a modern NDT program on top of that knowledge.
Finally, choose inspection partners who are comfortable in both worlds. A good provider will not just sell you more testing; they will help you decide where NDT is sufficient, where DT adds value and how often each needs to be repeated. At Apec Inspection, we offer integrated programs that cover weld inspections, pressure vessel inspections and broader NDT inspections, always with an eye on Australian standards and your specific risk profile. https://ndtdevices.com/the-advantages-and-limitations-of-non-destructive-testing/
Conclusion and next steps
Destructive testing and non‑destructive testing are not rivals; they are complementary tools in a single integrity toolkit. DT gives you the hard numbers on material performance that design and certification depend on, while NDT lets you protect that investment by monitoring real‑world assets without damaging them. The art is knowing when each is appropriate for your welds, vessels and structures.
If you are reviewing an inspection program, planning new fabrication or dealing with ageing assets, now is a useful time to check whether your balance of DT and NDT still makes sense. Talk to our team at Apec Inspection about building a tailored, standards‑aligned testing strategy for your site - one that keeps your people safe, your plant compliant and your budget under control. You can start by exploring our full range of inspection services or contacting us directly for a structured review of your current approach.